フレーム溶射
溶線式・溶棒式・粉末式
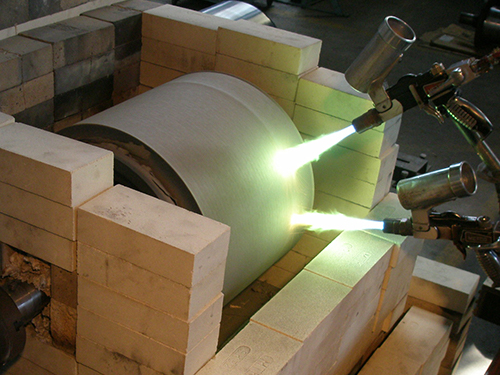
溶線式フレーム溶射
代表的なガス式溶射法の一種である溶線式フレーム溶射法では、酸素―アセチレンあるいは酸素―プロパンなどによる燃焼炎(フレーム)中に線状の溶射材料を連続的に送ることにより溶融させ、圧縮空気で微粒化された溶融粒子の投射により成膜する。
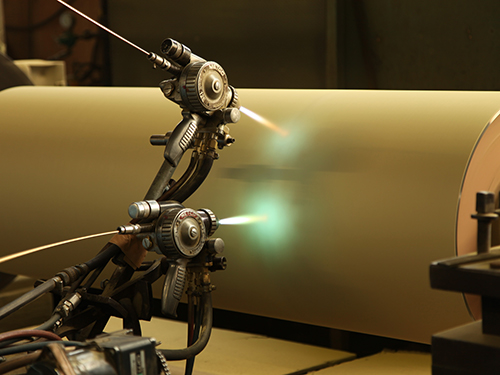
溶射材料として亜鉛、アルミニウムのような低融点材料から炭素鋼、ステンレス鋼、モリブデンに至るまで線状に加工できる金属材料は溶射ができる。
線状化が難しいセラミックスやサーメット材料はフレキシブルチューブに充填して溶射される。
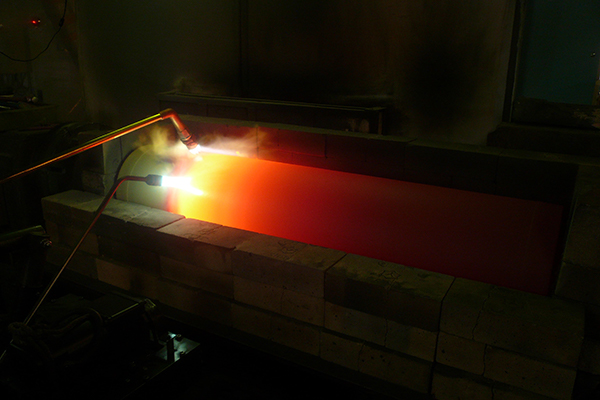
・溶射装置が可搬で現地施行できる。
・基材温度を上げることなく施行できる。
・溶射皮膜の厚さを広い範囲(0.1~10mm)で選択できるなどの特徴を有する。
溶棒式フレーム溶射
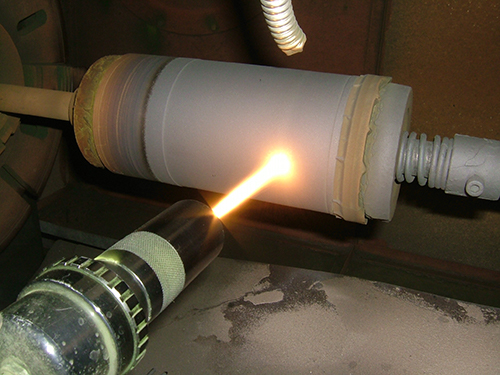
フレーム溶射の一種であるが、4.7~6.0mm径の棒状に加工した酸化物セラミックスを酸素ーアセチレン炎中に連続的に供給して溶融し、圧縮空気による微粒化と投射により成膜する。
酸化アルミニウム、酸化ジルコニウム、酸化クロムなど酸化セラミックスが溶射される。
完全に溶融された材料だけが溶射されるため、溶射皮膜は未溶融粒子を含まず粒子間の結合力が高いため、比較的靱性に富んだ皮膜が得られる特徴を有する。